珩磨管制作公司
更新时间:2026-04-17 13:40:10 ip归属地:韶关,天气:雷阵雨,温度:21-24 浏览:1次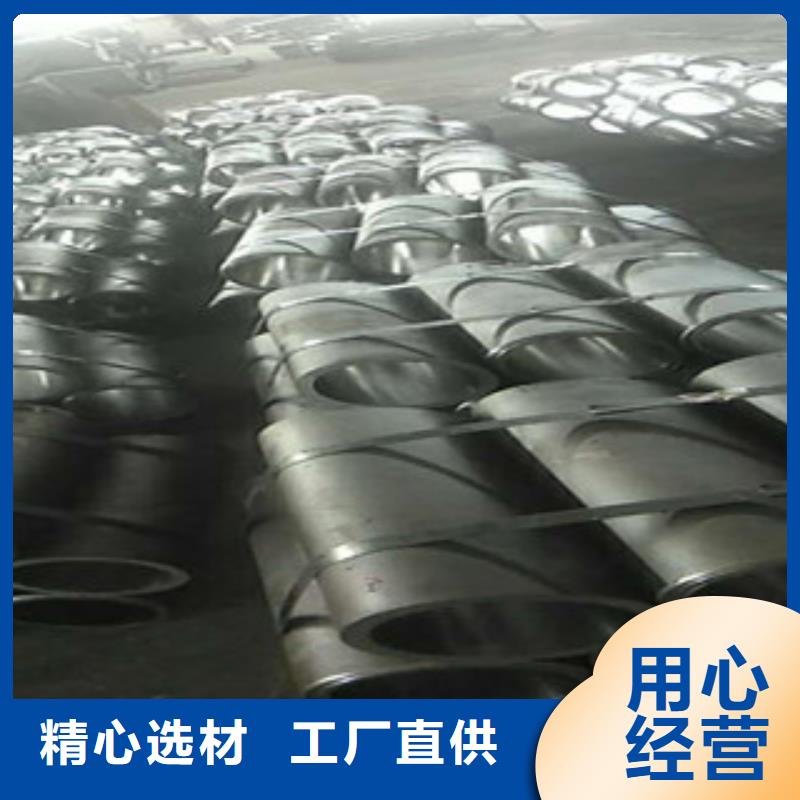

- 发布企业
- 九冶管业(韶关市浈江区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 精密管
- 所在地
- 经济技术开发区汇通物流园
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍

珩磨管的定压过程
1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
珩磨管
3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易清理,造成油石堵塞,变得很光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。


不管什么设备,不管设备的质量有多好,都有使用时限,但是如果平时使用正确、维护好,可以有效延长使用寿命,液压油缸是液压系统中的一员,怎样延长液压油缸的使用寿命?
液压油缸要防锈,因为液压油缸的活塞部分在工作状态中是要伸出油缸的,自然就会受到氧化物的、酸性气体的侵蚀,因此要采取一些措施进行防锈,以免重要部件受侵蚀而被损坏。
还要开箱换油。因为长时间使用,难免会有异物进入液压油缸中,这样在使用中就会发生摩擦增大现象,另外,液压油也是有一定的使用寿命,长时间不换油会损坏或者侵蚀液压油缸内部。
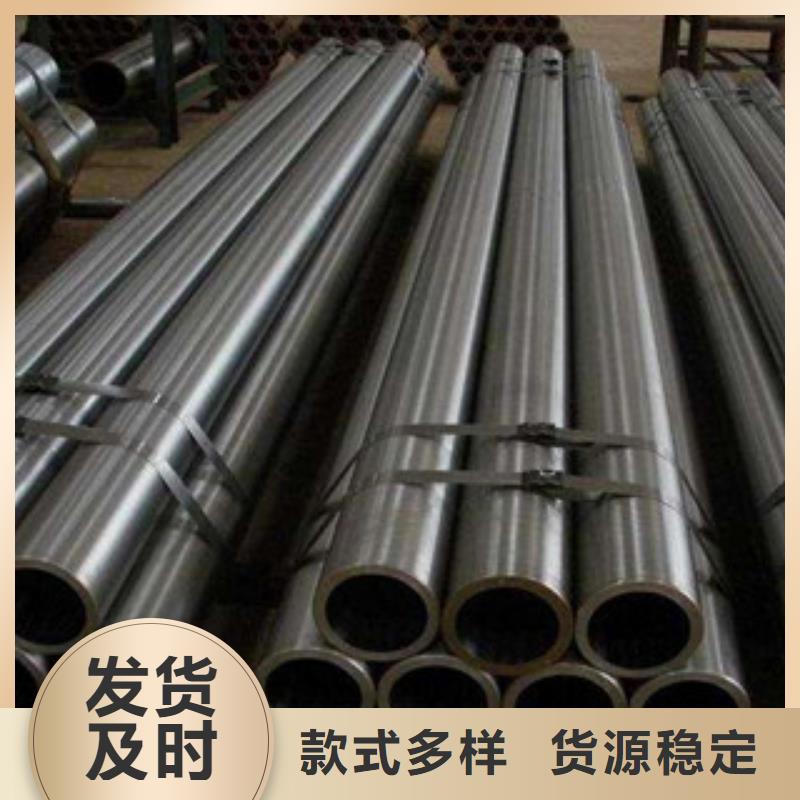
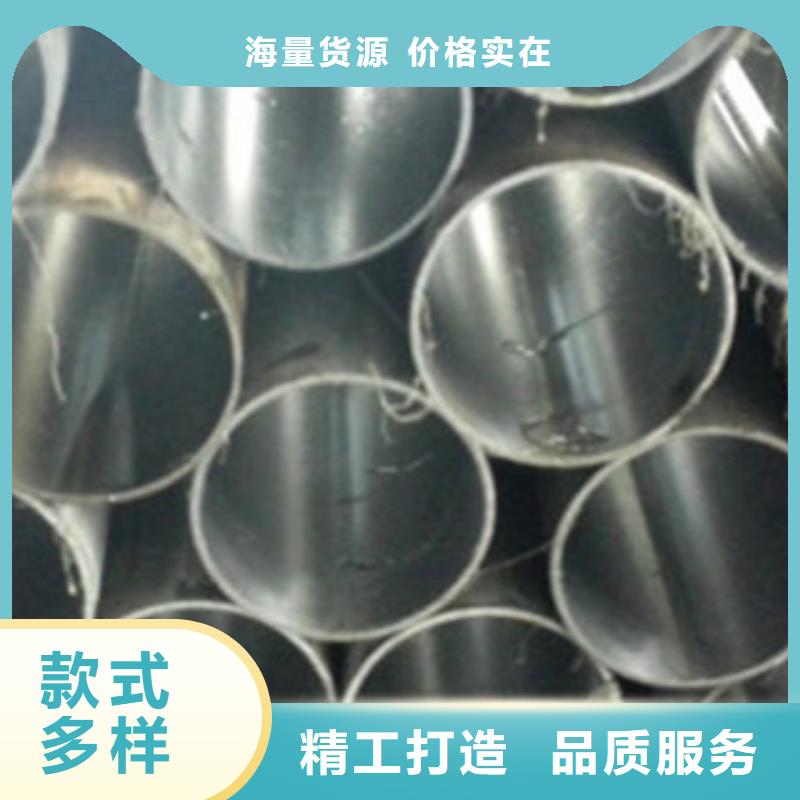
珩磨管属于无缝钢管的深加工产品,内孔精度高,光洁度高,耐磨性好,主要用来加工生产各种液压设备,同时也能为煤矿等生产企业提供配套的液压配件。
无缝管是一种具有中空截面、周边没有接缝的长条钢材。按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
一般用无缝管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。



韶关浈江九冶管业有限公司位于经济技术开发区汇通物流园,地理位置优越,交通运输十分方便。 公司经过二十几年的努力,形成一家具有产品开发、制造、销售于一体的综合性厂家。公司产品远销全国各地。现公司生产的产品种类有 精密管。 公司技术力量雄厚,检测设施完善,设备齐全。公司在发展过程中坚持科研、设计和生产服务相结合,以科技投入为先导,以先进的设备,过硬的质量为保障,优质快捷的售后服务赢得了广大客户的信赖。公司将继续与社会各界通力合作。并竭诚希望各界朋友能一如既往的支持和关心我同温层司的发展。

一般冷连轧板、卷均应经过连续退火(CAPL机组)或罩式炉退火冷作硬化及轧制应力,达到相应标准规定的力学性能指标。
冷轧钢板的表面质量、外观、尺寸精度均优于热轧板,且其产品厚度右轧薄至0.18mm左右,因此深受广大用户青睐。以冷轧钢卷为基板进行产品的深加工,成为高附加值产品。
如电镀锌、热镀锌、耐指纹电镀锌、彩涂钢板卷及减振复合钢板、PVC 复膜钢板等,使这些产品具有美观、高抗腐蚀等优良品质,得到了广泛应用。冷轧钢卷经退火后必须进行精整,包括切头、尾、切边、矫平、平整、重卷、或纵剪切板等。冷轧产品广泛应用于汽车制造、家电 产品、仪表开关、建筑、办公家具等行业。钢板捆包后的每包重量为3~5吨。平整分卷重一般为3~10吨/卷。钢卷内径610mm。
